Case Study: Brewing Industry
Furphy helps James Boag brew up a storm
Client: Location::
J. Boag & Sons
Launceston, Tasmania
Project:
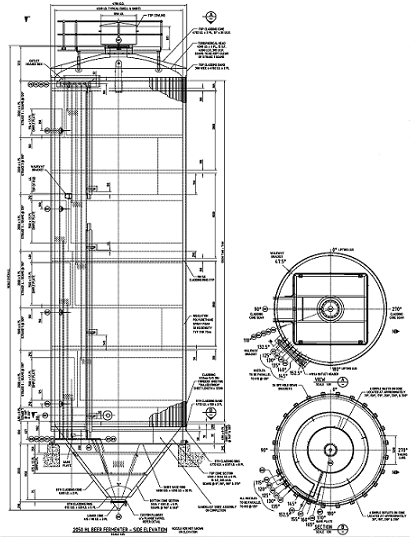
10 x 2,050 Hectolitre Beer Fermentation Vessels Supplied as 4 separate projects over a 5 year period

Project Specifications:
10 x 2,050hl (1 hectolitre=100 litres) stainless steel beer fermentation vessels.
Each vessel is approximately 16,400mm in height, 4,800mm in diameter and 15,000kg in mass. Each tank has an operating volume of 205,000L
and a total volume of 215,300 litres.
Fermentation & Each Vessel’s Functional Requirements:
Fermentation is a process in brewing beer, which involves adding yeast to cooled wort; a sugar rich liquid produced from mashing malted barley, into a fermentation vessel. The yeast converts glucose in the wort into alcohol and carbon dioxide (CO2); creating both the alcohol content and the carbonation in beer.
The fermentation process produces a substantial amount of heat and CO2. Vessels must be able to release the excess CO2 gas via pressure release valves and vents. Tanks must also have a cooling system that will maintain the required temperature, consistently throughout the fermentation process. When fermentation is almost complete, yeast settles at the bottom of the tank and must be extracted. Conical bottom sections are typically specified to facilitate this process. Once fermented, beer is pumped from the tank and filtered to remove any remaining solids.
Selection of Stainless Steel:
Historically breweries used wooden vats to brew beer however, stainless steel has been an industry standard for many years now.
Stainless steel vessels have a consistent internal finish that provides a
sanitary environment for consumable products. Stainless steel tanks can also
be manufactured to incorporate integrated cooling jackets, to maintain a consistent internal product temperature throughout the fermentation process. Furphy Engineering manufactures the laser welded dimple plate at their Shepparton plant, to provide uniform cooling, within the tank.
Design criteria from a series of Australian standards were used to optimise the life and performance of each tank. Structural design considered the pressure (to 140kPa) and
temperature (-10 to 50oC) requirements for pressure vessels, in accordance with AS1210 Class 2B.
The cooling jacket of each vessel was designed to meet AS1210 Class 3. Internal weld finishes on each vessel met AS1554.6 Category 2B, Grade I standards and were polished to a minimum surface roughness of 1.0Ra. All weld procedures and welders were qualified to AS3992 for pressure retaining and structural welding. Wind and seismic load requirements were also considered for the Launceston location.
Shipping 15 tonne tanks to Launceston required consideration beyond the functional requirements of fermentation vessels, to include suitable, cost-effective methods of transport. Maintaining the structural integrity of each 16 metre vessel as it was shipped from Shepparton to Launceston, was critical to design.
Build Requirements:
Insulation and cladding for the 10 stainless steel vessels were fabricated at Furphy Engineering’s Shepparton workshop. Supporting access systems, platforms, ladders, walkways and handrails were also fabricated and galvanised at the Shepparton plant. The complete Boag’s project used approximately 150 tonnes of stainless steel, sourced through Australian-based stainless steel distributors.
The initial two tanks were supplied in October 2006, followed by another two in April 2007. Further plant expansion required two more vessels in November 2008 and an additional four vessels were ordered in 2010. Furphy Engineering secured the initial contract, after bidding against overseas competitors and was then awarded each, subsequent vessel contract, across the 5 years of this project. Capabilities in product design and quality, local sourcing and manufacturing, competitive pricing and service performance contributed to Furphy Engineering’s engagement in the total Boag’s project.
Design criteria from a series of Australian standards were used to optimise the life and performance of each tank. Structural design considered the pressure (to 140kPa) and
temperature (-10 to 50oC) requirements for pressure vessels, in accordance with AS1210 Class 2B.
The cooling jacket of each vessel was designed to meet AS1210 Class 3. Internal weld finishes on each vessel met AS1554.6 Category 2B, Grade I standards and were polished to a minimum surface roughness of 1.0Ra. All weld procedures and welders were qualified to AS3992 for pressure retaining and structural welding. Wind and seismic load requirements were also considered for the Launceston location.
Heritage Listed Site & Special Surface Treatment of Cladding:
The James Boag site is heritage listed and Furphy’s engaged a third party to pickle the stainless steel exterior cladding of each vessel to achieve a duller, aged finish. Each sheet was dipped in an acid bath to create an exterior tank facade that was in line with the visual requirements of the Boag’s site, heritage listing.
Transportation:
The fermenters were delivered using specialised road trailer transport. The delivery also incorporated ferry movements across Bass Strait.
Specially designed cradles were fabricated to support each tank during transportation. Tanks were individually loaded onto the transport trailer and taken by road, from Shepparton to Port Melbourne. Here the fully loaded trucks drove directly onto a ship, were ferried to Tasmania and then delivered to the Boag’s Launceston site.
Dimensional constraints that applied to road and sea shipping were taken into consideration when designing each vessel.
Visit our website www.furphys.com.au
Contact out team on (03) 5832 1400 or via info@furphyengineering.com.au



